| |
|
| |
|
|
КАРТА
САЙТА
ДОПОЛНИТЕЛЬНАЯ
ПОЛНОТЕКСТОВАЯ ИНФОРМАЦИЯ
УЧЕБНО-ПРАКТИЧЕСКОГО
НАЗНАЧЕНИЯ : |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
Дополнительные
учебники и учебные пособия
по теме :
|
| |
|
| |
Завьялов,
В. Е. Технология сварки плавлением [Текст] : учебное пособие
/ В. Е. Завьялов, И. В. Иванова, Н. Г. Кобецкой. - 2-е
изд., доп. – СПб. : ПОЛИТЕХ-ПРЕСС, 2019. - 508 с. |
| |
Аннотация:
Учебное пособие составлено согласно учебной программе
дисциплины «Технология и оборудование сварки плавлением».В
пособии представлены сведения по тепловым и металлургическим
процессам основных видов сварки, газотермического нанесения
покрытий, сварке углеродистых низко- и высоколегированных
сталей, чугуна, цветных металлов и сплавов, даны рекомендации
по расчету режимов механизированной сварки, рассмотрены
принципы проектирования сварочного оборудования, а также
представлены основы методов контроля качества сварных
соединений и порядка проведения контрольных операций.
Учебное пособие предназначено для студентов, обучающихся
по направлениям подготовки: «Машиностроение» (профиль
«Оборудование и технология сварочного производства») и
«Металлургия» (профиль «Металлургия сварочного производства»
и «Теоретические основы процессов сварки»). Может быть
полезно аспирантам, соискателям и инженерно-техническим
работникам, занятым в области сварочного производства.
|
| |
| |
| |
|
Зорин,
Н. Е. Материаловедение сварки. Сварка плавлением [Текст]
: учебное пособие / Н. Е. Зорин, Е. Е. Зорин. – 2-е изд.,
стер. – СПб. : Лань, 2017. – 164 с. : ил. – (Учебники
для вузов. Специальная литература).
(полное
содержание см. здесь...) |
| |
| |
|
| |
Быковский,
О. Г. Сварочное дело [Текст] : учебное пособие для учреждений
СПО / О. Г. Быковский. – М. : Кнорус, 2017. – 272 с. :
ил., табл. – (Среднее профессиональное образование).
(полное
содержание см. здесь...)
|
| |
| |
| |
|
| |
Маслов,
Валентин Иванович. Сварочные работы : [Текст] учебник
: для использования в учебном процессе образовательных
учреждений, реализующих программы начального профессионального
образования по профессии "Сварщик" / В. И. Маслов.
- 14-е изд., стер. - Москва : Академия, 2018. - 282 с.
: ил., табл. - (Профессиональное образование). |
| |
Аннотация:
Содержание учебника базируется на программных материалах
по химии, физике, технологии металлов и конструкционных
материалов, электронике и другим техническим предметам.
Книга содержит общие сведения о сварке, сварных соединениях
и швах, электрической сварке плавлением, газовой сварке
и резке, контроле качества сварных швов. Кроме основных
видов сварки рассмотрены их разновидности. |
| |
| |
| |
Михайлицын,
С. В. Сварка специальных сталей и сплавов [Текст] : учебное
пособие / С. В. Михайлицын, М. А. Шекшеев, А. И. Беляев.
– Магнитогорск : МГТУ им. Г. И. Носова, 2015. – 204 с. |
| |
| |
| |
Овчинников,
Виктор Васильевич. Дефектация сварных швов и контроль
качества сварных соединений [Текст] : учебник : [для общеобразовательных
учреждений реализующих программы НПО] / В. В. Овчинников.
- 4-е изд.. стер. - Москва : Академия, 2018. - 223, [1]
с. : ил. - (Профессиональное образование. Профессиональный
модуль). |
| |
Аннотация
: Учебник
создан в соответствии с Федеральным государственным образовательным
стандартом среднего профессионального образования но специальности
«Сварочное производство», ПМ.03 «Контроль качества сварочных
работ». Рассмотрены типичные дефекты сварных соединений,
их влияние на работоспособность сварных конструкций. Описана
международная кодировка дефектов в зависимости от их вида
и места расположения в сварном соединении. Изложены широко
применяемые в промышленности разрушающие и неразрушающие
методы обнаружения и идентификации дефектов (внутренних
и наружных). Представлены методы определения остаточных
напряжений в конструкциях. Приведены рациональные методы
устранения дефектов сварки плавлением, электронно-лучевой
и контактной сварки. Для студентов учреждений среднего
профессионального образования. |
| |
| |
| |
|
|
| |
Овчинников,
Виктор Васильевич. Ручная дуговая сварка (наплавка, резка)
плавящимся покрытым электродом [Текст] : учебник : [для
использования в образовательном процессе образовательных
организаций, реализующих программы среднего профессионального
образования по профессии "Сварщик [ручной и частично
механизированной сварки (наплавки)] / В. В. Овчинников..
- 2-е изд., стер. - Москва : Академия, 2018. - 206 с.
: ил. |
| |
Аннотация:
Учебник содержит сведения по материалам,
свариваемым ручной дуговой сваркой покрытым электродом,
конструкции покрытых электродов, маркам электродов, принципам
выбора марки электрода для сварки конкретного металла.
Приведены данные по технике выполнения швов в различных
пространственных положениях плавящимся покрытым электродом,
по технологии выполнения наплавки и резки. Рассмотрены
особенности дуговой сварки и наплавки неплавящимся электродом
в защитном газе, приведены марки неплавящихся электродов,
присадочной проволоки и защитных газов, вопросы технологии
дуговой сварки и наплавки неплавящимся электродом в защитном
газе различных металлов и сплавов. Соответствует ФГОС
СПО последнего поколения. Рекомендовано для освоения профессий
из списка ТОП-50 наиболее востребованных на рынке труда,
новых и перспективных профессий. Для студентов, обучающихся
по специальности «Сварщик (ручной и частично механизированной
сварки (наплавки)». |
| |
| |
| |
|
| |
Овчинников,
В. В. Сварка и резка деталей из различных сталей, цветных
металлов и их сплавов, чугунов во всех пространственных
положениях [Текст] : учебник /В. В. Овчинников. – 3-e
изд., стер. – М. : Академия, 2017. – 300 с. |
| |
| |
| |
Синяков,
Кирилл Александрович. Сварка специальных сталей [Текст]
: учебное пособие / К. А. Синяков ; Министерство образования
и науки Российской Федерации, Санкт-Петербургский политехнический
университет Петра Великого. - Санкт-Петербург : Изд-во
Политехнического ун-та, 2018. - 153 с. : ил., табл. |
| |
Аннотация: В
пособии приведены основные сведения о влиянии легирующих
элементов на процессы, происходящие при сварке, условия
кристаллизации металла сварочной ванны, механизмы химической
и физической неоднородности, свариваемость, структуру
и специальные свойства основных групп сталей. Пособие
содержит информацию о возможных дефектах и способах их
предупреждения и устранения. Предназначено для студентов
вузов, обучающихся по сварочным специальностям и специальностям,
связанным с ремонтом и восстановлением деталей машин и
аппаратов. |
|
|
|
| |
|
|
|
ПОЛНОТЕКСТОВАЯ
ИНФОРМАЦИЯ
УЧЕБНО-ПРАКТИЧЕСКОГО
НАЗНАЧЕНИЯ |
| |
Черепахин,
А. А. Технология сварки чугуна [Электронный ресурс] / А. А. Черепахин
// Основы сварочного производства и теория сварочных процессов
: учебное пособие / А. А. Черепахин ; под ред. Л. П. Андреева
[и др.]. – М. : Кнорус, 2020. – С. 394-400. |
| |
Чугун
получил широкое распространение как конструкционный материал
в машиностроительной, металлургической и других отраслях промышленности
в связи с рядом преимуществ перед многими материалами, среди
которых основные – невысокая стоимость и хорошие литейные свойства.
Изделия, изготовленные из него, имеют достаточно высокую прочность
и износостойкость.
К чугунам относятся
сплавы железа с углеродом, содержание которого
превышает 2,11 % (2,14 %). В этих сплавах обычно также присутствуют
кремний и некоторое количество марганца, серы и фосфора, а иногда
и другие элементы, вводимые как легирующие добавки для придания
чугуну определенных свойств. К числу таких легирующих элементов
можно отнести никель, хром, магний и др.
В зависимости от структуры чугуны
подразделяют на белые и серые. В белых чугунах весь углерод
связан в химическое соединение цементит – карбид железа Fe3C.
В серых чугунах значительная часть углерода находится в структурно-свободном
состоянии в виде графита. Серые чугуны хорошо поддаются механической
обработке, а белые, обладая очень высокой твердостью, обычным
режущим инструментом обрабатываться не могут.
В зависимости от структуры чугуны
классифицируют на высокопрочные (с шаровидным графитом) и ковкие.
По степени легирования чугуны подразделяют на простые, низколегированные
(до 2,5% легирующих элементов), среднелегированные (2,5-10 %
легирующих элементов) и высоколегированные (свыше 10 % легирующих
элементов).
Серый чугун маркируется буквами СЧ и цифрами, обозначающими
предел прочности чугуна данной марки при растяжении. Подучили
распространение чугуны марок СЧ10, СЧ15, СЧ25, СЧ30, СЧ35, СЧ45
и др.
Высокопрочные чугуны маркируют
буквами ВЧ и цифрами, обозначающими временное сопротивление
при растяжении и относительное удлинение, например ВЧ38-7, ВЧ45-5,
ВЧ60-2, ВЧ100-4 и др. Ковкие чугуны маркируют буквами КЧ и цифрами,
обозначающими временное сопротивление при растяжении и относительное
удлинение. Примерами марок ковких чугунов могут служить КЧ30-6,
КЧ37-12, КЧ45-6, КЧ63-2 и др.
Чугун относится к материалам,
обладающим плохой технологической свариваемостью.
Сварка чугуна имеет очень большое распространение как средство
исправления брака чугунного литья, ремонта чугунных изделий,
а иногда применяется и при изготовлении конструкций.
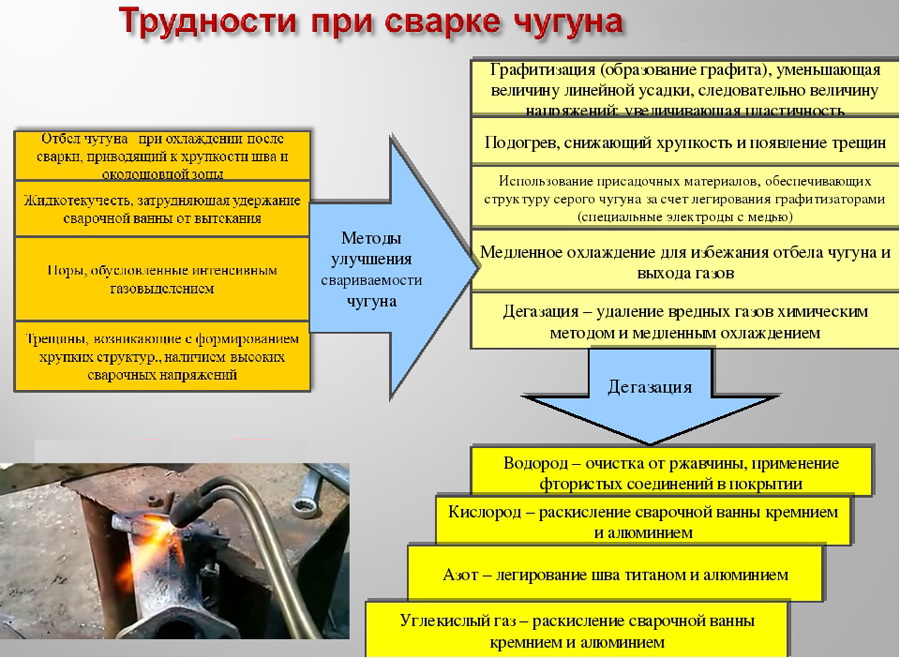
Причины, затрудняющие
получение качественных сварных соединений чугуна, следующие:
-
высокие скорости охлаждения металла шва и ЗТВ, соответствующие
термическому циклу сварки, приводят к отбеливанию чугуна,
т.е. к появлению участков с выделениями цементита той или
иной формы в различном количестве. Высокая твердость отбеленных
участков практически лишает возможности обрабатывать чугуны
режущим инструментом;
-
вследствие местного неравномерного нагрева могут возникать
сварочные напряжения, которые в связи с очень незначительной
пластичностью чугуна приводят к образованию трещин в шве и
ОШЗ;
-
интенсивное газовыделение из сварочной ванны, которое продолжается
и на стадии кристаллизации, может приводить к образованию
пор в металле шва;
-
повышенная жидкотекучесть чугуна затрудняет удержание расплавленного
металла от вытекания и формирование шва;
-
наличие кремния, а иногда и других элементов в металле сварочной
ванны способствует образованию на ее поверхности тугоплавких
оксидов, приводящих к образованию непроваров.
Главными
трудностями при сварке чугуна являются охрупчивание металла
при сварке, образование пор и холодных трещин,
поэтому технология сварки чугуна строится исходя из этих факторов.
Для борьбы с этими факторами применяют подогрев металла, используют
присадочные материалы, обеспечивающие структуру серого чугуна
за счет легирования графитизаторами, а также используют специальные
электроды с медью и никелем.
В
зависимости от температуры подогрева сварку чугуна разделяют
наследующие виды:
-
горячая – подогрев до 600...650 °С;
-
полугорячая – подогрев до 300...400 °С;
-
холодная – без предварительного подогрева.
Наилучшие результаты (отсутствие
отбеленных и закаленных участков шва и ОШЗ, а также исключение
образования пор и трещин) дает горячая сварка, основными элементами
технологии которой являются подготовка изделия под сварку, его
предварительный подогрев, сварка, последующее медленное охлаждение.
Подготовка под сварку
зависит от вида исправляемого дефекта. Однако
во всех случаях подготовка дефектного места заключается в тщательной
очистке от загрязнений и в разделке для образования полостей,
обеспечивающих доступность для манипулирования электродом и
воздействия сварочной дуги. Для предупреждения вытекания жидкотекучего
металла сварочной ванны, а в ряде случаев для придания наплавленному
металлу соответствующей формы место сварки формуют. Формовку
выполняют в зависимости от размеров и местоположения исправляемого
дефекта с помощью графитовых пластинок, скрепляемых формовочном
массой, состоящей из кварцевого песка, замешенного на жидком
стекле, или другими формовочными материалами, а также в опоках
формовочными материалами, применяемыми в литейном производстве.
После формовки необходима
просушка формы при постепенном подъеме температуры
от 60 до 120 °С, затем проводят дальнейший подогрев под сварку
со скоростью 120...150 °С в час в печах, горнах или временных
нагревательных устройствах. Замедленное охлаждение после сварки
достигается при укрывании изделий теплоизолирующим слоем (листами
асбеста и засыпкой песком, шлаком или др.) или при охлаждении
вместе с печами, горнами. Способы нагрева и нагревательные устройства
применяют в зависимости от характера производства (устранение
литейных дефектов, ремонтная сварка и т.д.).
При горячей сварке чугуна используют
газовую, ручную дуговую, полуавтоматическую сварку порошковой
проволокой. Для газовой сварки используют нормальное пламя горелки
и флюсы на основе буры, которые обеспечивают защиту расплавленного
металла и разжижают образующиеся оксиды. В качестве присадки
используют чугунные прутки марки А диаметром 4, 6, 8, 12 мм.
Ручную дуговую сварку выполняют плавящимися покрытыми и угольными
электродами. Для сварки плавящимся электродом используют чугунные
электроды (ОМЧ-1, ВЧ-3, «Станколит» и др.), которые состоят
из чугунного стержня марок А или Б диаметром 8–12 мм и покрытия,
содержащего стабилизирующие и легирующие материалы.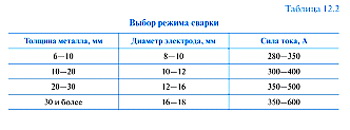
Сварку производят на постоянном
токе обратной полярности при больших токах Jсв = (60–100)dэл
без перерывов до конца заварки дефекта. При больших объемах
завариваемого дефекта два сварщика работают поочередно без перерывов.
Сварку угольным электродом производят
электродами диаметром 8–20 мм с использованием присадочных чугунных
прутков марок А и Б и флюса на основе буры. Сварку ведут на
постоянном токе прямой полярности. Ориентировочные режимы сварки
угольным электродом приведены в табл. 12.2.
Полуавтоматическую горячую сварку
чугуна выполняют порошковой проволокой типа ППЧ-3. В состав
шихты порошковой проволоки входят такие компоненты, которые
позволяют получать состав металла шва, представляющий собой
чугун.
Горячая сварка чугуна позволяет
получать сварные соединения, равноценные свариваемому металлу
(но механическим характеристикам, плотности, обрабатываемости
и др.), однако это трудоемкий и дорогостоящий процесс.
При холодной и полугорячей сварке
чугуна требуются специальные меры, чтобы получить соединение
без трещин и хрупких зон.
К
этим мерам относятся следующие.
-
Применение электродных материалов с повышенным содержанием
графитизаторов (углерод, кремний, графит, силикомагний и др.)
и модификаторов (никель, титан, молибден и др.), чтобы получить
в шве серый чугун. Эти элементы вводят в металл шва через
электродный стержень при использовании чугунных прутков (например,
электроды марки ЭМЧ), покрытие при использовании стальных
прутков (например, электроды марки ЭМЧС) или через наполнение
порошковой проволоки типа ППЧ-1, ППЧ-2.
-
При
холодной и полугорячей сварке чугуна в этом случае используют
ручную дуговую сварку плавящимся электродом, полуавтоматическую
сварку порошковой проволокой и электрошлаковую сварку.
-
При
ручной дуговой сварке электродами марки ЭМЧ чугунных деталей
с толщиной стенки до 12 мм без предварительного подогрева
удастся получить швы и ОШЗ без отбеливания и закалки. При
сварке этими электродами массивных деталей для получения бездефектных
сварных соединений приходится их подогревать до температуры
400 °С в зависимости от толщины чугуна и жестокости изделий.
-
Применение
электродов марки ЭМЧС при сварке чугунных изделий с относительно
небольшой толщиной свариваемого металла (до 8–10 мм) позволяет
получить качественные сварные соединения без предварительного
подогрева изделия; при больших толщинах необходимо применять
полугорячую сварку.
Для
холодной и полугорячей сварки чугуна полуавтоматами используют
специальные порошковые проволоки, обеспечивающие получение в
шве серого чугуна.
Для холодной сварки изделий с
относительно небольшой толщиной стенок (в месте сварки) рекомендуется
проволока марки ППЧ-1, для полугорячей сварки – проволока ППЧ-2.
Механизированная сварка порошковой проволокой позволяет получать
наплавленный металл и металл шва, близкие по составу и структуре
к свариваемому чугуну.
При заварке дефектов в крупных
чугунных отливках, для исправления которых необходимо наплавить
большой объем металла, а также при изготовлении крупногабаритных
массивных изделий из высокопрочных чугунов с шаровидным графитом
можно использовать электрошлаковую сварку пластинчатыми электродами,
представляющими собой литые чугунные пластины соответствующего
состава с содержанием элементов-графитизаторов (углерода и кремния),
равным содержанию последних в электродных стержнях марок А и
Б, и 0,04–0,08 % магния.
-
Применение электродов, обеспечивающих получение в наплавленном
металле низкоуглеродистой стали. Наплавку осуществляют электродами,
предназначенными для сварки углеродистых и низколегированных
конструкционных сталей с применением специальных технологических
приемов для исключения образования трещин.
В этом случае используются следующие способы:
-
ручная дуговая сварка электродами небольших диаметров (3–4
мм) на малых токах Jсв = (20–25)d без перегрева основного
металла. Это позволяет уменьшить долю участия основного металла
в шве, а также размеров ЗТВ, в том числе и участков отбеливания
и закалки;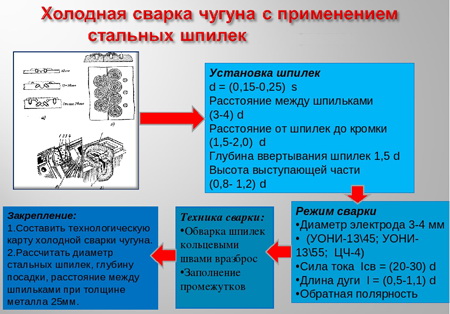
-
сварка с применением стальных шпилек, которые частично разгружают
наиболее слабую часть сварного соединения – линию сплавления.
Шпильки имеют резьбу, их ввертывают в тело свариваемой детали.
Размеры шпилек обычно зависят от толщины свариваемых деталей.
Практикой установлены следующие рекомендации: диаметр шпилек
0,3–0,4 толщины деталей, но не более 12 мм; глубина ввертывания
шпилек 1,5 их диаметра, но не более половины толщины свариваемых
деталей; высота выступающей части 0,75–1,2 диаметра шпильки.
Шпильки располагают в шахматном порядке на скошенных кромках
деталей и в один ряд на поверхности детали с каждой стороны
стыка, причем расстояние между ними должно быть равно 4–6
диаметрам шпильки. Сварку выполняют в следующем порядке. Сначала
обваривают каждую шпильку и облицовывают поверхности кромок
электродами диаметром 3 мм на малых токах. Затем на облицованные
кромки и шпильки наплавляют валики и заполняют разделку;
-
ручная дуговая сварка электродами, вводящими в металл шва
сильный карбидообразователь – ванадий. В этом случае в основном
образуются карбиды данного элемента, не растворяющиеся в железе
и имеющие форму мелкодисперсных нетвердых включений. Металлическая
основа при этом оказывается обезуглероженной и достаточно
пластичной. Примером могут служить электроды марки ЦЧ-4 со
стержнем из низкоуглеродистой проволоки марок Св-08 или Св-08А
и покрытием следующего состава: мрамор 12 %, плавиковый шпат
16 %, феррованадий 66 %, ферросилиций 4 %, поташ 2 %, жидкое
стекло 30 % массы сухой смеси;
-
механизированная сварка короткими участками электродной проволокой
марок Св-08ГС или Св-08Г2С диаметром 0,8–1 мм в углекислом
газе. Сила сварочного тока составляет 50–75 А, напряжение
дуги 18–21 В, скорость сварки 10–12 м/ч.
-
Применение электродов, обеспечивающих получение
в металле шва пластичной структуры из цветных и специальных
сплавов.
Для этой цели используют сплавы
на основе меди и никеля, которые не образуют соединений с
углеродом, уменьшают его растворимость, способствуют графитизации,
уменьшают отбеливание в шве. Используют железомедные, железоникелевые
и медноникелевые электроды. Электроды обычно составные – чаще
всего стержень из цветного металла, железо вводят в виде оплетки,
дополнительного стержня или порошка в покрытии. Содержание
железа в металле шва обычно не должно превышать 10–15 %. Для
ручной дуговой сварки чугуна нашли применение электроды марок
ОЗЧ-1, АНЧ-1. НМЖМц28-2,5-1,5, МНМц40-1,5, МНЧ-1, МНЧ-2, ЦЧ-3А
и др.
|
| |
|
|
|
Дополнительная
информация по теме : |
Сварка
чугуна нержавеющим электродом :
Обычно
в бытовых условиях сварить между собой изделия, произведенные
из стали, не представляет собой никакой сложности, но технология
работы с чугуном подразумевает определенные особенности, которыми
владеет далеко не каждый сварщик, даже имеющий опыт. Прежде
всего необходимо отметить, что нужно будет подобрать правильные
электроды для качественной сварки чугуна. Обязательно следует
принимать во внимание ключевые особенности данного материала.
Для этого необходимо учитывать,
что чугун представляет собой сплав железа с углеродом, в котором
содержание последнего не превышает 2,14%. Именно данный момент
сильно сказывается на получении качественного сварного соединения.
Сварка
чугуна будет довольно проблематичной вследствие ряда причин:
-
В данном материале при проведении сварочных работ будут регулярно
образовываться поры и трещины;
-
Если
будет производиться подобная обработка, то станут возникать
разного рода каленые структуры, убирать которые с поверхности
изделия будет довольно проблематично;
-
Когда
будет производиться сварка тонкого чугуна электродами, вследствие
серьезного перегрева материала может возникать его рассыпание.
Чугун
может быть двух основных разновидностей:
Белый,
который вообще не способен реагировать на проведение
сварочных работ вследствие своей твердости и хрупкости. Его
можно только шлифовать.
Серый
представляет собой довольно мягкое изделие, по сути, будет производиться
обработка ковкого чугуна. Его можно с легкостью обрабатывать,
в том числе и подвергать сварочным работам. Чтобы получить качественное
соединение, необходимо правильно подобрать электроды для сварки
чугуна, которые должны будут функционировать при использовании
соответствующего оборудования.
При
этом следует принимать во внимание, что в районе образования
сварного соединения этот металл будет становиться довольно хрупким.
Этот факт связан с тем, что при проведении сварных работ электросварка
становится причиной возникновения определенных перегрузок, что
в итоге приводит к увеличению хрупкости данной стали, так как
углерод будет подвергаться дополнительной кристаллизации.
Какими электродами
можно пользоваться при сварке чугуна?
Для
того чтобы сварное соединение заготовок, изготовленных из чугуна,
получилось наиболее качественным, следует использовать следующие
марки электродов, предназначенных именно для сварки чугуна:
-
ОЗЧ-2 – эта продукция оснащена специальным стержнем, изготовленным
из меди, которая дополнительно покрывается веществом, содержащим
в себе большое количество графита;
-
МНЧ-2
– данные изделия в качестве стержня имеют специальный сплав,
содержащий в себе никель, железо, марганец и медь.
Данная
продукция позволяет получить соединение максимально высокого
качества, однако эти электроды отличаются высокой ценой.
Сварка
чугуна по холодной методике потребует соблюдения определенной
технологии, которая будет заключаться в образовании сварного
соединения определенной ширины. В процессе выполнения работ
также придется следить за тем, чтобы соединяемые между собой
заготовки не достигли определенной температуры. В противном
случае в районе формирования сварного шва металл станет довольно
хрупким. Если будут возникать определенные дефекты при формировании
сварного соединения, то нужно будет воспользоваться специальной
подложкой, выполненной из графита. Она позволяет не допустить
вытекания металла из формируемого сварного соединения.
|
| |
Дополнительная
литература по теме из фондов библиотек
города Симферополя,
с которыми заключены договора об информационном
сотрудничестве в обеспечении учебного процесса.
|
| |
-
Асиновская,
Гнеся Абрамовна. Некоторые способы сварки чугуна [Текст] /
Г. А. Асиновская, Б. Г. Иванов ; Науч.-техн. о-во машиностроит.
пром-сти. Ун-т техн. прогресса в машиностроении. Заоч. курсы
повышения квалификации ИТР по технологии и оборудованию сварочного
производства. - Москва : Машиностроение, 1971. - 49 с. : ил.
-
Грецкий,
Юрий Яковлевич. Сварка чугуна : (Курс лекций для специалистов-сварщиков).
[Перевод] / Ю. Я. Грецкий, В. А. Метлицкий. - Киев : Наук.
думка, 1983. - 75 с. : ил.
-
Грецкий,
Юрий Яковлевич. Металлургические и технологические основы
сварки чугуна [Текст] : (Курс лекций для специалистов-сварщиков)
/ Ю. Я. Грецкий ; Междунар. семинар-практикум ООН по сварке.
- Киев : Наук. думка, 1975. - 68 с.
-
Елистратов,
Петр Савельевич. Сварка чугуна сталью [Текст] / П. С. Елистратов,
А. П. Елистратов ; Под ред. канд. техн. наук В. В. Архипова.
- Минск : Наука и техника, 1974. - 207 с. : ил.
-
Зеленов,
Александр Иванович. Сварка и наплавка ковкого чугуна [Текст].
- Ростов н/Д : Кн. изд-во, 1964. - 116 с. : ил.
-
Заварка,
сварка и пайка чугуна [Текст] : По материалам школы-семинара
передового опыта : [Сборник статей] / [Науч. ред. А. А. Иванов].
- Москва : [б. и.], 1966. - 31 с. : ил. - (ХМ-9 "Отраслевая
технология машиностроения"/ М-во хим. и нефт. машиностроения.
Всесоюз. науч.-исслед. и конструкторский ин-т автогенного
машиностроения "ВНИИАвтогенмаш". Центр. ин-т науч.-техн.
информации и техн.-экон. исследований по хим. и нефт. машиностроению).
-
Калинин,
Николай Кузьмич. Новое в сварке чугуна / Н. К. Калинин, В.
А. Метлицкий. - Л. : ЛДНТП, 1987. - 17 с. - (Сер. "Прогрессив.
технология обраб. конструкц. материалов и изделий (мех., электрофиз.
и др. методы обраб., сварка, защит. покрытия)". Ленингр.
Дом науч.-техн. пропаганды).
-
Метлицкий,
Владислав Александрович. Новые материалы для сварки чугуна
/ В. А. Метлицкий. - Киев : о-во "Знание" УССР,
1982. - 24 с. - (Б-чка "Новые покрытия и сварка металлов").
-
Иванов,
Борис Георгиевич. Сварка и резка чугуна [Текст] / Б.Г. Иванов,
Ю.И. Журавицкий, В.И. Левченков. - Москва : Машиностроение,
1977. - 207 с. : ил.
-
Осипов,
А.М. Сварка и наплавка чугуна : [учеб. пособие] / А. М. Осипов,
П. А. Норин; Юж.-Урал. гос. ун-т, Каф. "Оборудование
и технология свароч. пр-ва". - Челябинск : Изд-во Юж.-Урал.
гос. ун-та, 1998. - 12 с.
-
Паршин,
С. Г. Технология сварки. Сварка плавлением. Технология сварки
углеродистых, низколегированных сталей и чугунов [Текст] :
учебное пособие / С. Г. Паршин. – СПб. : Изд-во Политехн.
ун-та, 2015. – 154 с.
-
Стальниченко,
Олег Иванович. Особенности сварки чугуна и перспективы ее
использования в судоремонте : учеб. пособие / О. И. Стальниченко,
С. В. Крылов; Одес. ин-т инженеров мор. флота. - М. : В/О
"Мортехинформреклама", 1989. - 32 с. : ил.
-
Стеренбоген,
Юрий Александрович. Сварка и наплавка чугуна [Текст] / Ю.
А. Стеренбоген, В. Ф. Хорунов, Ю. Я. Грецкий ; АН УССР. Ордена
Трудового Красного Знамени ин-т электросварки им. Е. О. Патона.
- Киев : Наукова думка, 1966. - 210 с. : ил.
|
| |
|
|
|
|