| |
|
| |
|
|
КАРТА
САЙТА
ДОПОЛНИТЕЛЬНАЯ
СПРАВОЧНАЯ
И ПОЛНОТЕКСТОВАЯ ИНФОРМАЦИЯ
ИНФОРМАЦИЯ УЧЕБНОГО
НАЗНАЧЕНИЯ: |
| |
|
| |
|
| |
|
| |
|
| |
|
| |
| |
Теодоронский,
В. С. "Озеленение населенных мест с основами градостроительства"
см. здесь....
|
|
| |
|
НОВЫЕ
ПОСТУПЛЕНИЯ
УЧЕБНЫЙ
ГОД
- 2024
|
| |
|
|
| |
|
| |
|
|
| ПОЛНОТЕКСТОВАЯ
ИНФОРМАЦИЯ
УЧЕБНО-ПРАКТИЧЕСКОГО НАЗНАЧЕНИЯ
|
| |
Характеристика
вредных процессов, вызывающих потерю работоспособности машины
// Ремонт подъёмных кранов : учебное пособие / А. Г. Схиртладзе,
В. А. Скрябин, В. П. Борискин. – 3-е изд., перераб. и доп. – Старый
Оскол : ТНТ, 2016. – С. 7-8. |
| |
| При
эксплуатации машин процессы, вызывающие повреждения и разрушения
деталей, именуют вредными. Повреждение детали – это частичная
потеря ею служебных свойств. Разрушение – это всякий
протекающий в материале или на его поверхности процесс, приводящий
к невозможности выполнения деталью заданных функций.
К вредным процессам
относятся: изнашивание рабочих поверхностей деталей
вследствие трения, разрушение и повреждение деталей под действием
различных нагрузок (пластическое деформирование, излом, усталость
металла, тепловое и электроэрозионное разрушение), и воздействием
химически активных сред (химическая и электрохимическая коррозия),
потеря служебных свойств детали (размагничивание, потеря упругости)
и др.
По скорости протекания
вредные процессы А. С. Проников разделяет на три группы:
быстропротекающие, средней скорости и медленные.
К быстропротекающим процессам относятся колебания рабочих нагрузок,
вибрации узлов, изменение сил трения в подвижных соединениях.
Периодичность изменения быстропротекающих процессов может измеряться
долями секунды. К процессам средней скорости, измеряемым минутами
и часами, относятся климатические условия эксплуатации (температуры
окружающей среды и самой машины, влажность среды). К медленным
процессам, измеряемым сутками и месяцами, относятся изнашивание
деталей, коррозия, усталость металла и др.
Полностью ликвидировать вредные процессы
нельзя. Замедлить их протекание можно путём проведения технического
обслуживания и текущих ремонтов, что обеспечивает поддержание
машины в работоспособном состоянии. Однако со временем, несмотря
на проводимые технические обслуживания и текущие ремонты, работоспособность
машины снижается, и эксплуатация машины становится экономически
нецелесообразной или технически невозможной. В этом случае машины
подлежат капитальному ремонту или после неоднократного капитального
ремонта списанию.
Ниже рассматриваются сущность вредных
процессов и пути уменьшения их отрицательного действия.
|
| |
Виды
изнашивания деталей машин // Ремонт подъёмных кранов : учебное
пособие / А. Г. Схиртладзе, В. А. Скрябин, В. П. Борискин. – 3-е
изд., перераб. и доп. – Старый Оскол : ТНТ, 2016. – С. 8-12. |
| |
Изнашивание
– это процесс постепенного изменения размеров и формы тела при
трении, проявляющийся в отделении с поверхности трения материала
накоплений его остаточной деформации. Результатом
изнашивания является износ, который выражается обычно в единицах
линейных величин, в отдельных случаях – в единицах массы.
Изнашивание деталей
– одна из основных причин снижения срока службы
машин. Изнашивание зависит от ряда факторов, в частности от условий
трения.
Виды трения.
Внешнее трение есть явление сопротивления относительному перемещению,
возникающее между двумя телами в зонах соприкосновения поверхностей
по касательным к ним. С целью упрощения терминологии внешнее трение
далее именуется просто трением.
Различают трение покоя и движения.
Трение покоя – это трение двух тел без их относительного
смещения. Трение движения – это трение двух тел, находящихся в
относительном движении.
В зависимости от вида относительного
движения различают трение скольжения, трение качения и трение
качения с проскальзыванием. Примерами трения качения с проскальзыванием
является трение между зубьями колёс в зубчатых передачах, трение
шариков по поверхностям колец шарикоподшипников.
В зависимости от наличия между трущимися
телами смазки различают трение сухое, граничное и жидкостное.
Сухое трение
– это трение движения двух твёрдых тел без смазки на соприкасающихся
поверхностях. Оно может быть получено в чистом виде в условиях
абсолютного вакуума, т.е. при отсутствии воздействия окружающей
среды. В практике к условиям сухого трения несколько приближается
работа звеньев гусениц на песчаном сухом грунте.
Граничное трение
– это трение движения двух твёрдых тел, имеющих на своих поверхностях
незначительный слой смазочного материала (порядка 0,1 мкм), обладающего
свойствами, отличающимися от объёмных свойств жидкостей при жидкостном
трении.
Жидкостное трение
– явление сопротивления относительному перемещению, возникающее
между двумя трущимися телами, разделёнными слоем смазочного материала,
в котором проявляются его объёмные свойства.
Основной характеристикой трения
является его сила, т.е. сила сопротивления относительному перемещению
двух тел при трении.
Виды изнашивания.
Изнашивание подразделяется на три основные группы: механическое,
молекулярно-механическое и коррозионно-механическое. Механическое
изнашивание наблюдается при механическом взаимодействии материалов
изделия; молекулярно-механическое изнашивание происходит в результате
механического взаимодействия материалов и одновременного воздействия
молекулярных или атомарных сил; коррозионно-механическое изнашивание
происходит при трении материала, вступившего в химическое взаимодействие
со средой.
Рассмотрим разновидности приведённых
трёх групп процессов изнашивания.
Механическое изнашивание
подразделяют на абразивное и усталостное.
Абразивное изнашивание
– это процесс, при котором трущиеся поверхности разрушаются в
результате царапающего или режущего действия твердых тел или частиц.
Абразивные частицы могут попасть на поверхность материалов в результате
неудовлетворительной фильтрации масла, либо в результате твёрдых
образований разрушенных микрообъёмов, а также могут быть продуктами
окисления смазочных материалов. Некоторые детали строительных
машин (ковши экскаваторов, детали ходовой части гусеничных экскаваторов
и кранов) работают непосредственно в абразивной среде. Скорость
абразивного изнашивания по данным [5] составляет от 0,5 до 50
мкм/ч.
Разновидностью абразивного изнашивания
является гидро- и газоабразивное изнашивание, когда износ происходит
в результате воздействия на материал твёрдых частиц, увлекаемых
соответственно потоком жидкости или газа. Гидроабразивному изнашиванию
подвержены плунжеры и втулки топливных насосов дизелей, отверстия
в корпусах и золотники гидрораспределителей, цилиндры гидросистем
и др. Газоабразивному изнашиванию подвержены, например, детали
воздухоочистителей двигателей.
Разновидность механического
изнашивания – кавитационное изнашивание поверхности при относительном
движении твёрдого тела в жидкости в условиях кавитации,
т.е. при нарушении сплошности потока жидкости с образованием кавитационных
(воздушных) пузырей, которые уменьшаются в объёме с большой скоростью
и затем разрываются. Это приводит к гидравлическому удару жидкости
о поверхность детали с образованием разрушений в виде каверн диаметром
от 0,2 до 1,2 мм.
Усталостное изнашивание поверхности
трения или отдельных её участков является следствием многократного
деформирования микрообъёмов материала, приводящего к возникновению
трещин и отделению с поверхностного слоя частиц материала. Основной
показатель усталостного изнашивания – глубина деформируемого слоя
на поверхности трения.
Усталостное изнашивание возможно
как при трении качения, так и при трении скольжения и зависит
от удельного давления в сопряжении, свойств материала детали и
частоты циклов нагрузки. При чистом качении наблюдается контактная
усталость, которая проявляется в образовании местных очагов разрушения
в виде осповидных углублений (питтинг). При трении скольжения
образуется износ, связанный с усталостной природой разрушения
(п. 1.5). В таких сопряжениях, как зубчатые передачи, опоры качения,
кулачок – ролик, могут иметь место оба вида разрушения, так как
в этих парах наблюдаются и качение и скольжение.
Молекулярно-механическое изнашивание подразделяют на адгезионное
и избирательный перенос.
Адгезионное изнашивание происходит
в связи с возникновением на отдельных участках контактирующих
поверхностей молекулярных (адгезионных) взаимодействий, силы которых
превосходят прочность связей поверхностного слоя материала с основным
материалом детали. Проявление атомно-молекулярных связей зависит
от свойств материалов контактирующих поверхностей. К адгезионному
изнашиванию склонны пары с металлическими поверхностями. Адгезионное
изнашивание выражается в глубинном выравнивании материала и переносе
его с одной поверхности на другую, что приводит, как правило,
к заеданию деталей. Износ при заедании может возникнуть в зубчатой
паре или в опорах качения при высоких контактных нагрузках и отсутствии
смазки.
Изнашивание в условиях избирательного
переноса также характеризуется атомарными явлениями в зоне контакта
и наблюдается, например, при трении металлополимерных пар, когда
полимер переносится на поверхность металла, образуя на ней мономолекулярный
слой. Образование в данном случае прослойки благоприятно сказывается
на фрикционных характеристиках пары и приводит к резкому уменьшению
интенсивности изнашивания.
Коррозионно-механическое
изнашивание подразделяют на окислительное и изнашивание при фреттинг-коррозии.
Окислительное изнашивание
возникает при наличии на поверхностях трения защитных плёнок,
образовавшихся в результате взаимодействия материала детали с
кислородом. Согласно исследованиям Б.И. Костецкого, существуют
три формы окислительного износа: первая образуется в результате
удаления с поверхности трения ультрамикроскопических химически
адсорбированных плёнок; вторая – при удалении микроплёнок твёрдых
растворов и эвтектик химических соединений кислорода и металла;
третья – в результате периодического образования и отслаивания
крупных слоёв химических соединений кислорода и металла. Окислительное
изнашивание – это установившийся стационарный процесс динамического
равновесия разрушения и восстановления оксидных плёнок.
Следует отметить, что возникновение
оксидных плёнок не исключает, а ускоряет усталостное разрушение
материала, так как в результате взаимодействия кислорода и металла
образуются слои с повышенной хрупкостью, ускоряющей разрушение
материала. Окислительному изнашиванию подвержены шейки коленчатых
и распределительных валов, поршневые пальцы и втулки опор скольжения.
Скорость окислительного изнашивания составляет от 0,05 до 0,1
мкм/ч.
Изнашивание при фреттинг-коррозии
происходит в процессе малых относительных колебательных перемещений
контактирующих металлических поверхностей в результате периодических
деформаций или вибраций элементов конструкции. При фреттинг-коррозии
наблюдаются схватывание, абразивное изнашивание и усталостно-коррозионные
явления. Этот вид изнашивания характерен для поверхностей деталей
в неподвижных соединениях, воспринимающих вибрационные нагрузки
(например, наружные поверхности наружных и внутренних колец подшипников
качения, поверхности отверстий в корпусах подшипников, в заклёпочных
соединениях, работающих при вибрационной нагрузке, и др.). Фреттинг-коррозия
может возникать при сухом трении и в условиях смазки.
|
| |
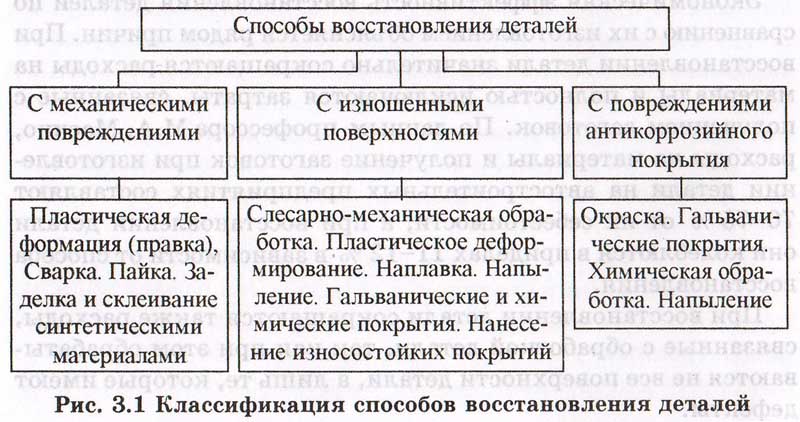
Классификация
способов восстановления деталей // Ремонт подъёмных кранов : учебное
пособие / А. Г. Схиртладзе, В. А. Скрябин, В. П. Борискин. – 3-е
изд., перераб. и доп. – Старый Оскол : ТНТ, 2016. – С. 40-42. |
| |
Пластическое
деформирование как способ восстановления основан на использовании
пластических свойств материала деталей. Этим способом восстанавливают
не только размеры деталей, но также их форму и физико-механические
свойства. В зависимости от конструкции детали применяют такие
виды пластической деформации, как осадку, раздачу, обжатие,
вытяжку, накатку, правку и др. (рис. 3.1).
Сварка и наплавка являются самыми
распространёнными способами восстановления детали. Сварку применяют
при устранении механических повреждений на детали (трещин, пробоин
и т.п.), а наплавку – для нанесения покрытий с целью компенсации
износа рабочих поверхностей. На ремонтных предприятиях применяют
как ручные, так механизированные способы сварки и наплавки.
Среди механизированных способов наплавки наибольшее применение
нашли: автоматическая электродуговая наплавка под слоем флюса
и в среде защитных газов, вибродуговая и электроконтактная наплавка.
В настоящее время нашли применение плазменная сварка и наплавка,
сварка трением, эвектроферромагнитная наплавка и др.
Напыление
как способ восстановления деталей основан на нанесении распыленного
металла на изношенной поверхности детали. В зависимости от способа
расплавления металла различают следующие виды напыления: электродуговое
газопламенное высоко частотное и плазменное.
Восстановление деталей нанесением
гальванических и химических покрытий основано на осаждении металла
на поверхности детали из растворов солей гальваническим или
химическим методом.
Гальванические и химические процессы
применяют при восстановлении изношенных поверхностей детали,
а также для защиты их от коррозии. В целях компенсации износа
детали наиболее часто применяют хромирование, осталивание (железнение)
и химическое никелирование. Для защиты деталей от коррозии применяют
гальванические процессы: хромирование, никелирование, цинкование,
а также химические процессы: оксидирование и фосфатирование.
Синтетические материалы
(пластмасса) применяют для компенсации износа
деталей, работающих в условиях неподвижных посадок, а также
при устранении механических повреждений (трещин, пробоин) в
корпусных деталях.
Электрофизические
методы применяют в основном при обработке детали,
восстановленных нанесением покрытий с высокой твёрдостью, когда
применение механической обработки не целесообразна. К ним относятся
следующие виды обработки: электроискровая, анодно-механическая
и электроэрозионно-химическая.
Электроискровая обработка применяется
также при наращивании поверхностей детали с небольшим износом
и для их упрочнения.
Перечисленные способы восстановления
деталей нашли применения в общемашиностроительном и ремонтном
производстве и обеспечивают требуемый уровень качества и надёжную
работу деталей в течение установленных межремонтных сроков службы
изделий. Необходимый уровень качества восстановленных деталей
достигается за счёт правильного выбора технологического способа,
а также путём управления процессами нанесения покрытий и последующей
обработки детали. Основными управляющими факторами, влияющими
на качество восстановленных деталей, являются свойства исходных
материалов, применяемых при нанесении покрытия, и режимы обработки.
|
|