| |
|
|
КАРТА
САЙТА
|
| |
| |
Дополнительная
информация
учебно-практического назначения: |
| |
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
|
|
| |
|
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
| |
|
| |
| |
| |
|
| |
|
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
| |
|
| |
| |
|
| |
Теодоронский,
В. С. "Озеленение населенных мест с основами градостроительства"
см. здесь....
|
| |
| |
| |
|
| |
| |
| |
"Закономерности
географического распространения почв"
см. здесь.... |
| |
| |
|
| |
| |
|
|
| |
| |
|
| |
| |
|
| |
|
| ПОЛНОТЕКСТОВАЯ
ИНФОРМАЦИЯ
УЧЕБНО-ПРАКТИЧЕСКОГО НАЗНАЧЕНИЯ
Данный полнотекстовый
блок информации подготовлен на основе учебников
и учебных пособий из книжного фонда библиотеки КМК.
Он предназначен в помощь учебному процессу по строительным специальностям.
|
| |
Степанов,
Б. А. Теска древесины [Текст] / Б. А. Степанов // Выполнение плотничных
работ : учебник для учреждений СПО / Б. А. Степанов. – М. : Академия,
2018. – С. 68-72. – (ТОП 50. Профессиональное образование). |
| |
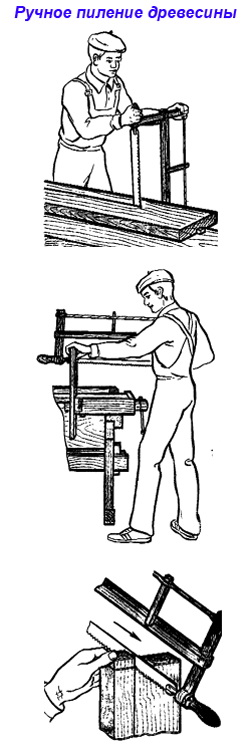
Теску
древесины производят вручную топором. Строительные топоры бывают
с прямым или округлым лезвием (рис. 2.7, а). 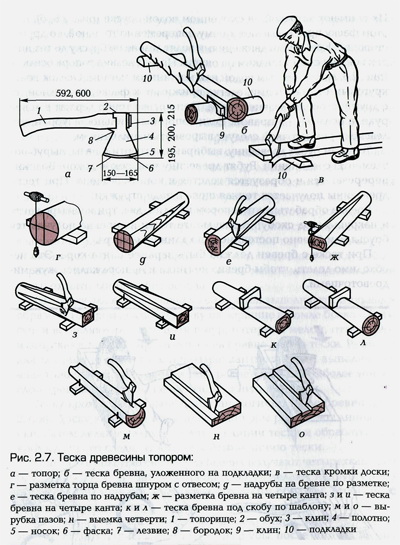 Топор
с округлым лезвием предназначен для рубки, тески, колки и грубой
обработки древесины при проведении плотничных работ. Топоры выпускают
массой 1300-1600 г. Фаска лезвия топора имеет ширину 16 мм. Длина
лезвия 150-165 мм. Угол заострения лезвия топора 20-25°. Топор
с округлым лезвием предназначен для рубки, тески, колки и грубой
обработки древесины при проведении плотничных работ. Топоры выпускают
массой 1300-1600 г. Фаска лезвия топора имеет ширину 16 мм. Длина
лезвия 150-165 мм. Угол заострения лезвия топора 20-25°.
Топоры плотничные с
прямым лезвием служат для подрубки, подтески, выборки
пазов, выемки четвертей и обработки деталей из древесины при выполнении
столярных и плотничных работ. Топоры с прямым лезвием выпускают
массой 700-1200 г. Фаска топора имеет также ширину 16 мм. Длина
лезвия 110, 120 и 150 мм. Угол заострения лезвия топора с прямым
лезвием также 20-25°.
Топорище изготовляют из древесины
твердых лиственных пород: ясеня, клена, граба, бука, вяза, орешника
и березы. Лучшими считаются топорища, которые изготовлены из ясеня.
Для топорищ используют сухую древесину влажностью не более 12
%, без трещин, гнили и синевы. Сучки диаметром более 6 мм не допускаются.
Для топорищ нельзя использовать
косослойную древесину. Изготовленное топорище шлифуют и покрывают
лаком. Топорище расклинивают в топоре стальным клином длиной и
шириной от 40 до 60 мм и толщиной 3-4 мм.
Топор
должен быть хорошо заточен на круглом точиле (рис. 2.8, а). Точат
топор, прикладывая к кругу всю плоскость фаски. При заточке следят
за тем, чтобы не изменился угол заострения. Точильный круг должен
вращаться навстречу топору. При заточке одной рукой держат обух,
а другой – середину топорища. В процессе заточки точильный круг
для охлаждения смачивают водой, одновременно охлаждается и топор.
Топор периодически переворачивают то одной, то другой стороной,
чтобы лезвие затачивалось одинаково с обеих сторон. После точки
на лезвии топора появляются мелкие заусенцы. Их снимают заточкой
на смоченном водой бруске (рис. 2.8, б), при этом фаску прикладывают
к нему  попеременно
то одной, то другой стороной. Круговыми
движениями водят лезвие по бруску до тех пор, пока оно не станет
гладким на ощупь. Правят лезвие топора оселком (рис. 2.8, в),
смоченным водой или машинным маслом. Оселок водят круговыми движениями,
слегка прижимая к фаске, то с одной, то с другой стороны лезвия
топора. При правке топор держат в левой руке, а оселок – в правой.
Если топор был сильно зазубрен, его лезвие перед заточкой следует
выровнять напильником. попеременно
то одной, то другой стороной. Круговыми
движениями водят лезвие по бруску до тех пор, пока оно не станет
гладким на ощупь. Правят лезвие топора оселком (рис. 2.8, в),
смоченным водой или машинным маслом. Оселок водят круговыми движениями,
слегка прижимая к фаске, то с одной, то с другой стороны лезвия
топора. При правке топор держат в левой руке, а оселок – в правой.
Если топор был сильно зазубрен, его лезвие перед заточкой следует
выровнять напильником.
Топором рубят древесину, выбирают
четверти и пазы, вырубают элементы соединений. Рубят древесину
поперек волокон. Волокна перерезаются и образуется толстая и короткая
щепа. При теске древесины получается тонкая щепа в виде стружки.
Бревна обрабатывают топором на один, два, три и четыре канта и
накругло (под скобу). В результате тески из бревна получаются
брусья или бревно постоянного по длине диаметра.
При теске с бревен
должна быть заранее снята кора. Это необходимо делать, чтобы бревна
не гнили и не поражались жуками-древоточцами.
Перед теской бревна укладывают на подкладки и закрепляют от смещений
(рис. 2.7, б). Затем производят разметку бревен. С помощью шнура
на бревно наносят линию тески (рис. 2.7, г). Плотник становится
так, чтобы бревно было у него между ногами. Чтобы избежать ушибов
и травм, работать надо, широко расставив ноги. Бревно отесывают
по направлению от вершины к комлю. На обрабатываемой стороне делают
надрубы на расстоянии примерно 400-500 мм друг от друга на толщину
отесываемой части, т.е. почти до линии разметки (рис. 2.7, д).
Затем скалывают надрубленную часть бревна, после чего грубо отесанную
сторону зачищают легкими скользящими ударами топора до линии разметки.
Для получения из бревна
бруса наибольшего возможного сечения на вершине
бревна проводят циркулем окружность максимального диаметра. Такого
же диаметра окружность проводят и на комле. Затем угольником через
центр окружностей проводят два взаимно-перпендикулярных диаметра.
Точки пересечения окружностей с диаметрами на вершине и комле
соединяют между собой. В результате такой разметки получается
максимально возможный четырехкантный брус без обзола.
Разметку для тески бревна
на один кант выполняют следующим образом. Топором делают насечку
на вершине и комле бревна. В насечки вставляют разметочный шнур,
натертый мелом, оттягивают и отпускают шнур. Шнур отмечает на
бревне линию тески. Разметка для получения двух, трех и четырехкантного
бруса выполняется аналогично. При теске около линии разметки снимают
более тонкий слой древесины, чтобы не выйти за линию разметки.
Теску кромки доски
выполняют аналогично теске бревна (рис. 2.7, в). Доску кладут
на подкладку и шнуром размечают линию тески. Затем делают надрубы
почти до линии тески и обрабатывают кромку, строго следя, чтобы
не зайти за линию тески.
При теске накругло сначала
из бревна получают четырехкантный брус (рис. 2.7, к, л). Затем
на ребрах бруса делают надрубы и топором по шаблону обрабатывают
его таким образом, чтобы брус принял цилиндрическую форму (см.
рис. 2.7, к).
Выемка четвертей производится
следующим образом: по размеченной линии (рис. 2.7, н) делают надрубы,
после чего древесину между надрубами скалывают топором и зачищают
четверть до разметки. Окончательная зачистка четверти производится
шерхебелем и рубанком.
Пазы выбирают
(рис. 2.7, м, о) примерно так же, как и четверти. Различие заключается
в том, что бока у пазов зачищают топором, а дно стамеской.
На торцах бревен и брусьев зарубают
шипы и гребни. После разметки вокруг шипа или гребня делают подрезку
пилой, а затем подрезанную часть древесины скалывают топором и
долотом или стамеской. Шип или гребень затем тщательно зачищают.
|
| |
Степанов,
Б. А. Пиление древесины [Текст] / Б. А. Степанов // Выполнение
столярных работ : учебник для учреждений СПО / Б. А. Степанов.
– М. : Академия, 2018. – С. 93-106. – (ТОП 50. Профессиональное
образование). |
| |
Пиление
– разделение древесины на части с помощью многорезцового инструмента
– пилы.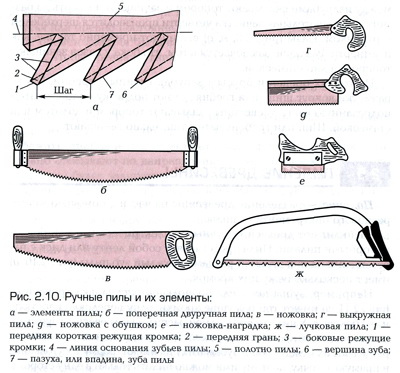
Распиливают древесину ручными, электрическими или бензомоторными
пилами. Пила представляет собой ленту или диск с нарезанными
на них зубьями-резцами. Каждый зуб пилы (рис. 2.10, а) имеет
несколько режущих кромок.
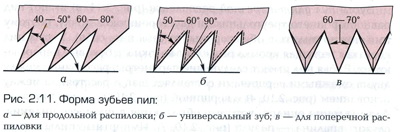
Например, зубья пилы
для продольной распиловки древесины
(рис. 2.11, а) имеют три режущие кромки: одну переднюю короткую
и две боковые. У пил для продольной распиловки древесины зубья
короткой режущей кромкой перерезают волокна древесины, а боковыми
разделяют их между собой. Зубья этих пил имеют форму треугольника
и прямую заточку, поэтому ими можно пилить только в одну сторону.
Зубья пил для поперечной
распиловки (рис. 2.11, в) имеют вид равностороннего
треугольника и двустороннюю заточку, поэтому ими можно пилить
в обе стороны (от себя и на себя). У этих пил короткая режущая
кромка разделяет волокна, а боковые перерезают их. Зубья пил
имеют следующие параметры: расстояние между двумя смежными вершинами
составляет шаг, а расстояние между основанием (рис. 2.10, 4)
и вершиной (рис. 2.10, 6) – высоту зуба. Для удаления опилок,
которые образуются в процессе пиления, служит впадина – пазуха
(рис. 2.10, 7). Импортные пилы характеризуются количеством зубьев
или количеством остриев зубьев на один дюйм (25,4 мм).
Наряду с пилами для продольной
и поперечной распиловки имеются также универсальные
пилы. Зубья этих пил устроены таким образом, что
ими можно пилить древесину вдоль и поперек волокон (рис 2.11,
б). Размеры режущих углов зубьев составляют среднюю величину
между углами у зубьев пил для поперечной и продольной распиловки.
При распиловке в пропиле образуются
опилки, которые скапливаются в пазухе. Объем опилок зависит
от породы древесины. Древесина мягких пород меньше сопротивляется
резанию, чем древесина твердых пород, и каждым зубом при пилении
снимается больше древесины, и получается больший объем опилок.
Ручные пилы подразделяются:
Пилы
поперечные двуручные (рис. 2.10, б) применяют
для поперечной распиловки бревен, брусьев, брусков и досок.
Зубья их имеют форму равностороннего треугольника с косой заточкой.
Поперечной двуручной пилой пилят
вдвоем. Распиливаемый материал кладут на подставку (стол или
козлы) и намечают место пропила, после чего на это место устанавливают
пилу. Начинают пилить серединой пилы, а после того как зубья
углубятся в древесину, постепенно доводят размах пилы до всей
ее длины. Работают пилой так: поочередно каждый из работающих
плавно тянет пилу на себя, а другой работающий свободно отпускает
пилу, при этом работающие незанятыми руками поддерживают раскраиваемый
материал. При пилении не следует сильно нажимать на пилу, так
как она может сильно застрять в пропиле. Пила должна быть хорошо
заточена и правильно разведена, ручки должны быть удобными и
плотно насаженными.
Ножевые пилы (ножовки)
бывают: широкие (рис. 2.10, в); узкие (выкружные);
с обушком.
Ножовки применяют для ручной распиловки
древесины и материалов на основе древесины (древесноволокнистые
и древесно-стружечные плиты, фанера и др.) при выполнении плотничных
и столярных работ.
Ножовки бывают предназначены
для распиловки древесины: поперек волокон; вдоль
волокон; универсальные, которые одинаково хорошо пилят древесину
и вдоль, и поперек волокон.
Узкой (выкружной)
ножовкой (рис. 2.10, г) выпиливают криволинейные
детали и вырезают отверстия различной формы.
Ножовка с обушком
(рис. 2.10, д) предназначена для выполнения чистых, точных пропилов
– например, при соединении плинтусов под углом, выпиливании
шипов и проушин. Для придания относительно тонкому (до 0,8 мм)
полотну пилы жесткости верхняя часть полотна имеет утолщение,
которое приклепано или приварено к полотну. Это утолщение и
называется обушком, а пила с таким утолщением называется пилой
с обушком. Полотно пилы с обушком имеет прямоугольную форму.
Как правило, у пилы с обушком мелкие универсальные зубья.
Ножовку-наградку
(рис. 2.10, е) применяют для выполнения тонких, неглубоких пропилов,
а также для выпиливания пазов. Толщина полотна пилы-наградки
составляет 0,4 – 0,7 мм.
Лучковая пила (рис.
2.10, ж) используется для продольного и поперечного распиливания
древесины. Она представляет собой металлическую рамку (лучок)
на которую натянуто полотно пилы.
Лучковые пилы с деревянным станком
почти вышли из употребления.
По зарубежной классификации
ручные пилы подразделяются: на собственно ручные
пилы (то же, что ножовки); боковые пилы (то же, что пилы с обушком);
рамные пилы (то же, что лучковые).
Ручные пилы выпускают фирмы Sandvik
(Banco) (Швеция), Stanley (Англия)
и многие другие.
Фирма Sandvik выпускает ножовки с длиной полотна от 14 до 26
дюймов (от 350 до 650 мм) с 7-16 зубьями на дюйм (25,4 мм).
Ножовки выпускают
с зубьями четырех типов:
-
прямой зуб предназначен для распиловки древесины поперек волокон.
Зуб имеет форму равностороннего треугольника с режущими кромками,
острыми с обеих сторон. Прямой зуб режет при движении полотна
в обоих направлениях;
-
зуб типа «долото» предназначен для пиления древесины вдоль
волокон. Передняя и задняя кромки зубьев плоские, а острия
зубьев работают как микроскопические стамески;
-
универсальный зуб имеет острые с обеих сторон режущие кромки.
Зуб наклонен вперед и режет при движении полотна от себя,
предназначен для пиления вдоль и поперек волокон древесины;
-
универсальный зуб Sandvik XT, предназначенный
для пиления вдоль и поперек волокон древесины, похож на зуб
типа «долото», обеспечивает точность пропила и высокую скорость
удаления материала из пропила. Каждый третий зуб короткий
и разведен, тогда как два другие зуба прямые и не имеют разводки.
Пилы с зубьями Sandvik XT пилят
древесину поперек волокон на 20 %, а вдоль волокон на 50 %
быстрее, чем пилы с обычными зубьями.
Ручные
пилы выпускают с закаленными зубьями, которые не затачивают,
и с зубьями, которые периодически затачивают. Срок службы пил
с закаленными зубьями, по зарубежным данным, в 5-6 раз превышает
срок службы пил с незакаленными зубьями.
Полотна некоторых пил имеют покрытие
Superior черного цвета из специальной
пластмассы, которая является антикоррозийным покрытием и одновременно
уменьшает трение полотна о пропил. Уменьшение трения полотна
о пропил позволяет на 30 % снизить усилия, которые требуются
для распиливания древесины.
В зависимости от назначения –
грубое пиление или чистое, точное пиление – пилы имеют зубья
разной величины. Размеры зубьев характеризуются количеством
зубьев на дюйм. Длина полотна в свою очередь зависит от размеров
зубьев пилы.
Для пиления бревен и брусьев используют
пилы с крупными зубьями. Пилы с крупными зубьями хорошо пилят
только при энергичных движениях, а для этого необходимо, чтобы
пилы были достаточно длинными – 550-650 мм (22-26 дюймов). Пилы
с зубьями среднего размера также должны быть достаточно длинными,
и их выпускают длиной 450-550 мм. Для выполнения точной работы
используют пилы с мелким зубом, для которых длина полотна не
имеет существенного значения.
Пилы с обушком служат для выполнения
точных и чистых пропилов. Пилы с обушком выпускают длиной 300-350
мм с мелкими (12-16 зубьев на дюйм) закаленными или незакаленными
зубьями в основном типа XT. Ширина полотна 60-90 мм.
Выкружные пилы выпускают длиной
300 мм, с узкими полотнами, с зубьями XT, с 9 зубьями на дюйм.
Лучковые пилы,
выпускаемые фирмой Sandvik, предназначены для распиливания бревен,
брусьев и досок поперек волокон древесины. Длина лучковой пилы
от 300 до 912 мм. Рама пилы представляет собой трубку овального
сечения, изготовленную из высококачественной высокопрочной стали
и для защиты от коррозии покрытую ударопрочной эмалью оранжевого
цвета. Трубчатая конструкция делает раму очень легкой и в тоже
время упругой, что позволяет натянуть полотно с достаточной
силой. В результате сильного натяжения пилы рез получается точным.
Лучковые пилы имеют защиту, которая закрывает суставы пальцев
работающего. Расстояние между рамой и полотном слегка увеличивается
по направлению к ручке, что позволяет пилить толстые бревна
и брусья. На время транспортировки и хранения часть полотна
с зубьями закрывается пластмассовым чехлом, который легко надевается
и снимается.
Полотна лучковых пил предназначены для
распиловки сухой или сырой древесины и отличаются конструкцией
зубьев:
-
полотна для распиловки сухой древесины изготовлены из закаленной
и отпущенной высококачественной стали. Зубья кинжального типа
сгруппированы по три, их острия индукционно закалены для увеличения
срока службы;
-
для пиления сырой древесины используют полотна с зубьями типа
«волчий зуб», который иногда называют «американский зуб».
Полотна для распиловки сырой древесины имеют антикоррозионное
покрытие.
Ручки
пил выполняют из пластмасс или древесины.
Фирма Stanley
выпускает ножовки длиной 400-900 мм с 7-11 зубьями на дюйм двух
типов: универсальные и быстрорежущие Jet Cut.
Универсальный зуб имеет треугольную форму и две режущие кромки.
Зуб немного наклонен вперед и режет древесину поперек и вдоль
волокон при движении ножовки от себя. Универсальный зуб Jet Cut
имеет две режущие кромки и дополнительную режущую кромку на острие
пилы. Такая конструкция зуба позволяет резать древесину намного
быстрее, чем пилами с обычным универсальным зубом.
Пилы с зубьями Jet Cut
пилят древесину вдоль и поперек волокон при движении на себя и
от себя. Ножовки выпускают с закаленными и незакаленными зубьями.
Пилы с обушком выпускают длиной
300-350 мм с 12-14 зубьями на дюйм.
Выкружные пилы выпускают длиной
300 – 320 мм с 7-9 зубьями на дюйм.
Ножовки с зубьями Jet
Cut изготовляют с антикоррозионным покрытием черного
цвета, которое уменьшает трение полотна о пропил.
Лучковые пилы выпускают с длиной
полотна 300-760 мм. Полотна лучковых пил предназначены для распиловки
сухой или сырой древесины и изготовлены соответственно с традиционными
треугольными зубьями и с «волчьим», или «американским», зубом.
Лучковые пилы имеют защиту для руки и устройство для натяжения
полотна. Рамы пил изготовляют из стальных овальных трубок.
Подготовка к работе
пил с незакаленными зубьями состоит: в фуговании
полотна; разводке зубьев; заточке зубьев.
 Полотно
пил необходимо тщательно очистить от смолы, прилипнувших опилок
и ржавчины. Затем полотно надо промыть керосином или другим
растворителем. Если поверхность полотна пилы неровная, ее выправляют
молотком на ровной металлической плите. Если острия зубьев пилы
находятся не на одной прямой, проводят фугование – выравнивание
зубьев пилы. Фугование необходимо
проводить периодически, чтобы все зубья пилы находились на одном
уровне и равномерно пилили древесину. Полотно
пил необходимо тщательно очистить от смолы, прилипнувших опилок
и ржавчины. Затем полотно надо промыть керосином или другим
растворителем. Если поверхность полотна пилы неровная, ее выправляют
молотком на ровной металлической плите. Если острия зубьев пилы
находятся не на одной прямой, проводят фугование – выравнивание
зубьев пилы. Фугование необходимо
проводить периодически, чтобы все зубья пилы находились на одном
уровне и равномерно пилили древесину.
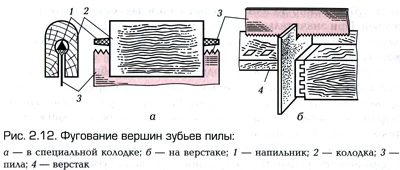
В деревянную колодку вставляют
напильник (рис. 2.12, а), затем колодку с напильником надевают
на пилу и двигают вдоль полотна, выравнивая при этом вершины
зубьев.
Фуговать зубья
можно и другим способом. В верстаке укрепляют доску (рис. 2.12,
б) с прорезью. В прорезь вставляют напильник, вдоль которого
передвигают зубья пилы, выравнивая вершины зубьев. Качество
фугования проверяют, прикладывая к зубьям в плоскости полотна
линейку. Если ребро линейки равномерно прилегает к зубьям, то
фугование выполнено правильно.
Зубья ножовок должны быть заточены
и разведены. Развод зубьев пилы необходим, чтобы уменьшить трение
полотна о пропил и избежать зажатия полотна пилы в пропиле.
Зуб должен быть разведен на протяжении не менее 2/3 его длины
от вершины.
Развод зубьев
проводят поочередным отгибанием их в сторону (четные в одну
сторону, а нечетные в другую) от плоскости полотна. Для зубьев
с шагом до 3 мм величина развода в одну сторону должна быть
0,1-0,3 мм, а для зубьев с шагом 3 мм и более – 0,3-0,6 мм.
Максимальная величина развода в обе стороны не должна быть более
толщины полотна. Надо строго следить, чтобы величина развода
была одинаковой, так как в противном случае пропил будет неровным
и большим, а пилить древесину будет трудно. Разводить зубья
можно до или после заточки в зависимости от износа зубьев. При
значительном износе лучше вначале развести, а затем заточить
зубья. Для развода зубьев применяют разводки различной конструкции
(рис. 2.13).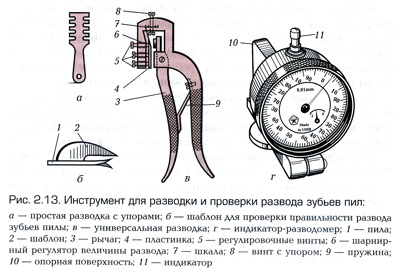
Разводку ручных пил проводят следующим
образом. Полотно пилы прочно зажимают в тисках, а затем поочередно
отгибают зубья то в одну, то в другую сторону. Разводить зубья
нужно равномерно, не прилагая больших усилий и не делая резких
движений, так как можно сломать зуб.
Универсальная разводка
(рис. 2.13, в) позволяет отгибать зубья с одинаковым
усилием. Правильность развода зубьев проверяют шаблоном (рис.
2.13, б), который прикладывают к полотну пилы зажатой в тисках.
Сначала проверяют четные зубья, а затем нечетные. Развод неправильно
отогнутых зубьев сразу же исправляют.
Правильность развода зубьев пил
можно точно проверить с помощью индикатора-разводомера (рис.
2.13, г). Опорную поверхность разводомера плотно прижимают к
полотну пилы. Шток индикатора упирают в вершину отогнутого зуба.
Стрелка на шкале индикатора показывает величину развода.
 В
процессе пиления древесины зубья затупляются и, чтобы восстановить
остроту, их затачивают. Пилы с закаленными зубьями не фугуют,
не разводят и не затачивают. Заточка пил требует определенных
навыков, терпения, времени, наличия напильников и хорошего зрения. В
процессе пиления древесины зубья затупляются и, чтобы восстановить
остроту, их затачивают. Пилы с закаленными зубьями не фугуют,
не разводят и не затачивают. Заточка пил требует определенных
навыков, терпения, времени, наличия напильников и хорошего зрения.
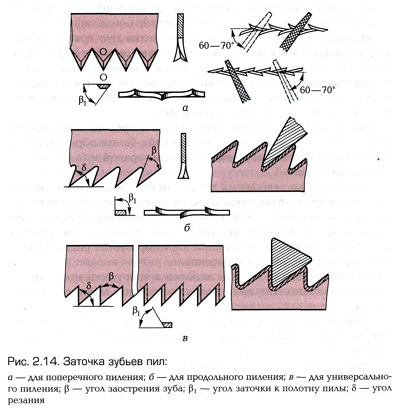
Приемы заточки пил
показаны на рис. 2.14.
При заточке зубьев пил должны
оставаться неизменными их профиль, шаг и высота.
Для заточки пил используют трехгранные
или ромбические напильники с двойной или ординарной насечкой.
Полотно пилы при заточке зажимают
в тиски. Напильник двигают от себя, равномерно прижимая к зубу
пилы. Перемещать напильник в обратном направлении нужно свободно,
без нажима, отрывая или не отрывая его от затачиваемой поверхности.
При заточке зубьев нужно снимать за каждый рабочий проход напильника
слой металла одинаковой толщины.
У зубьев с прямой заточкой для
продольной распиловки древесины металл снимают одновременно
с передней и задней граней (рис 2.14, б). Угол между передней
и задней гранями соседних зубьев составляет примерно 60°, что
соответствует углу профиля сечения трехгранного напильника.
Зубья пил для продольной распиловки, у которых угол между передней
и задней гранями соседних зубьев меньше 60°, с задней грани
затачивают ромбическим напильником.
У зубьев пил с косой заточкой
для поперечного пиления снимают фаску с передней и задней грани
под углом 60-70° к полотну (рис. 2.14, а).
При заточке с вершины зуба стачивают
больше металла, чем с основания. При заточке одной режущей кромки
рекомендуется напильник направлять вверх, т. е. движения делать
под углом 20-30° к горизонтальной поверхности, если полотно
пилы закреплено вертикально. При этом заточка производится через
зуб сначала с одной стороны полотна, а затем с другой.
Можно затачивать зубья одновременно
на двух гранях. Происходит одновременная заточка передней грани
одного и задней грани соседнего зуба. В этом случае пазуха должна
соответствовать размерам напильника и для заточки пилы требуется
хороший навык.
Лучковые пилы затачивают трехгранными
напильниками, которые подбирают по размерам зубьев пил.
Окончательную доводку после заточки
проводят бархатными напильниками (с очень мелкой насечкой).
После обработки бархатным напильником заусенцы с боковых граней
зубьев снимают мокрым оселком.
При продольном пилении доску или
брусок кладут на верстак так, чтобы отпиливаемая часть выступала
за пределы верстачной доски, и закрепляют струбциной. Затем
намечают линию распила карандашом по линейке или рейсмусом.
Линию распила можно разметить лезвием стамески, при этом образуется
риска, хорошо видимая на поверхности древесины.
Начинать пиление следует легкими
и короткими движениями, придерживая полотно пилы большим пальцем
левой руки выше зубьев.
Пила не будет подпрыгивать, если
опустить ее ручку ниже поверхности заготовки и пилить под очень
острым углом к плоскости заготовки.
Если требуется отпилить относительно
длинную полосу от листа фанеры или другого листового материала,
то можно существенно облегчить работу, слегка приподняв свободный
край листа.
Для того чтобы получить очень
ровный распил с гладкими краями снизу и сверху, заготовку надо
положить на ровную доску, длина которой больше длины пропила,
и пилить заготовку вместе с доской.
Если пилу заклинивает во время
пропила древесины вдоль волокон, следует расширить пропил, вставив
в него клинышек.
Если опустить ручку пилы ниже
верхнего края заготовки, то получится ровный и гладкий пропил
с краями без отщепа. Используя стусло, можно таким способом
обрезать край заготовки даже на несколько миллиметров, что почти
невозможно, если пилить без стусла.
При пилении фанеры, древесно-стружечных
и древесноволокнистых плит края пропила могут быть гладкими
сверху, но грубыми и зазубренными снизу. Этого можно избежать,
если пилить под очень острым углом (20-25°) к поверхности заготовки.
Ручное пиление древесины
– трудоемкая и малопроизводительная операция, которая вытесняется
пилением с помощью ручных электрифицированных и бензомоторных
пил. Применение механизированного ручного инструмента позволяет
ускорить процесс пиления в 5-10 раз, не требует больших физических
усилий и позволяет повысить качество выполняемых работ.
Для механизированного
пиления применяют ручные цепные электрические
и бензомоторные пилы и дисковые электрические пилы. Механизированный
ручной инструмент практически полностью вытеснил из практики
проведения столярных и плотничных работ двуручные и лучковые
пилы.
Цепные электрические
и бензомоторные пилы используют для поперечного
пиления бревен, брусьев и досок. Бензомоторные пилы применяют
в основном там, где нет электричества.
Дисковые электропилы
широко применяют для продольного и поперечного раскроя досок,
брусков и листовых материалов (фанера, древесно-стружечные и
древесноволокнистые плиты и др. Общий вид дисковой электрической
пилы показан на рис. 2.15.
Электропилами можно делать пропилы
глубиной до 70 мм, раскраивать древесину под углом. Электропила
состоит из электродвигателя, редуктора, подвижного и неподвижного
защитных кожухов, основания (базы), ножа для расклинивания распиливаемого
материала, рукоятки с выключателем и фильтром подавления радиопомех,
ручки, токоподводящего кабеля со штепсельной вилкой. Некоторые
электропилы можно эксплуатировать как стационарный станок, установив
и закрепив их на верстаке.
В электропилах применяют плоские
круглые пилы диаметром 160 300 мм и толщиной 1,2 1,8 мм с разными
диаметрами отверстия (посадочное место) для установки диска
на валу пилы. Пилы для продольной и поперечной распиловки имеют
зубья разной формы.
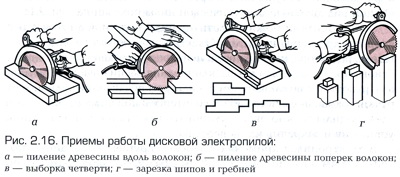 Дисковыми
электропилами распиливают древесину вдоль (рис. 2.16, а) и поперек
волокон (рис. 2.16, б), выбирают четверти (рис. 2.16, в), зарезают
шипы и гребни (рис. 2.16, г). Дисковыми
электропилами распиливают древесину вдоль (рис. 2.16, а) и поперек
волокон (рис. 2.16, б), выбирают четверти (рис. 2.16, в), зарезают
шипы и гребни (рис. 2.16, г).
Перед началом работы необходимо
осмотреть пильный диск, проверить правильность развода и заточки
зубьев пил, отсутствие повреждений диска (трещины, сломанные
зубья и др.), а также правильность посадки и крепления пилы
на валу. Исправность редуктора проверяют путем проворачивания
пильного диска. Пильный диск должен легко вращаться, что свидетельствует
об исправности редуктора. Если
диск вращается тяжело, то либо загустело масло в редукторе,
либо неисправен редуктор. Все проверки следует проводить при
выключенной из розетки пиле. Для разжижения смазки электропилу
включают в сеть на холостом ходу в течение 1 мин. После проверки
работы пилы вхолостую берут левой рукой переднюю рукоятку электропилы,
а правой – заднюю и плавно опускают пилу на обрабатываемый материал,
который укреплен на верстаке или столе. Чтобы не повредить верстачную
доску, под распиливаемый материал подкладывают ненужную доску.
Пильный диск должен выступать за основание пилы на величину,
равную глубине требуемого пропила.
Передвигать электропилу по материалу
нужно плавно, ровно, без толчков и перекосов. При быстром движении
пилы по материалу может заклинить пильный диск и перегрузиться
электродвигатель, что может привести к выходу его из строя.
При заклинивании пильного диска
в материале необходимо электропилу отодвинуть немного назад
и только после полного освобождения пильного диска, когда пила
наберет нужные обороты, можно продолжить работу. Если пилу часто
заклинивает, надо еще раз проверить разводку зубьев и при необходимости
исправить. При заклинивании и остановке пилы надо немедленно
выключить электродвигатель. Передвигать пилу по материалу следует
так, чтобы пильный диск перемещался точно по разметке. При разметке
заготовок, которые будут распилены электрической пилой, следует
риску сдвигать на величину, равную половине толщины пильного
диска.
Если при работе электропилой пильный
диск «бьет» (вибрирует), надо проверить правильность и прочность
крепления его на валу, заточку и разводку зубьев пилы, а также
не погнут ли пильный диск.
Если нижний предохранительный
кожух плохо закрывается, проверяют натяжение пружины и, если
она ослабла, заменяют более упругой. Если при работе пильный
диск сильно нагревается, проверяют заточку и разводку зубьев,
и перпендикулярность установки диска на валу. В случае невыполнения
требований работу следует прекратить, заменить пильный диск
и правильно установить его на место.
Электробезопасность работы пилой
обеспечивается двойной защитой. Электропила должна быть надежно
заземлена, не допускается работа электропилой во влажном помещении.
Во влажном, сыром помещении следует работать электропилой, рассчитанной
на напряжение 36 В.
При переносе электропил с места
на место на пильный диск необходимо надевать чехол. Оставлять
электропилы, работа которыми не проводится, на верстаке или
столе нельзя.
По окончанию работы электропилу
отключают от сети, очищают и при необходимости смазывают.
К работе с электропилой допускается рабочий, который хорошо
изучил правила техники безопасности.
Для распиливания пиломатериалов
и листовых материалов (фанера, древесно-стружечные и древесноволокнистые
плиты и др.) удобно использовать электрический лобзик, который
позволяет распиливать пиломатериалы толщиной до 60-70 мм.
Пилки лобзика имеют различное
количество универсальных зубьев, которые позволяют одинаково
хорошо пилить древесину в любом направлении по отношению к волокнам
древесины.
Чтобы не было выколов, древесины
по краю распила, раскраиваемый материал укладывают лицевой стороной
вниз. Разметку наносят на тыльной стороне и по этой разметке
проводят распиловку. Скорость подачи лобзика не должна быть
большой, что также предохраняет края распила от выколов. |
|